Gasauswahl und -optionen für das MIG-Schweißen verschiedener Metalle
Gas für das MIG-Schweißen macht das MIG-Schweißen erst möglich. Das verrät schon der Name: „Metall-Inertgas-Schweißen“. Inerte Gase, die beim MIG-Schweißen verwendet werden, sind Argon und Helium. Der Begriff inert bedeutet, dass sie mit nichts reagieren, im Gegensatz zu nicht inerten Gasen wie Sauerstoff, die Metall zum Rosten bringen. Die verwendeten Gase schirmen die Schweißnaht von der Luft ab, die Schweißfehler wie Porosität verursacht.

Wenn dem Gemisch Kohlendioxid oder Sauerstoff hinzugefügt wird, ist MIG-Schweißen technisch gesehen kein MIG-Schweißen mehr. Das liegt daran, dass sowohl Kohlendioxid als auch Sauerstoff keine Inertgase sind. Der Prozess wird dann zu GMAW oder Gas-Metall-Lichtbogenschweißen.

Die Art des verwendeten Gases bestimmt auch:
- Wie tief die Schweißnaht in das geschweißte Metall eindringt.
- Die Eigenschaften des Schweißlichtbogens.
- Die mechanischen Eigenschaften der Schweißnaht.
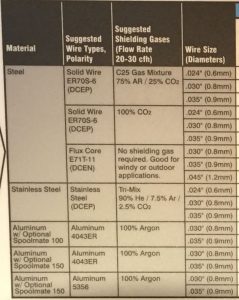
Bei der Auswahl des zu verwendenden Gases ist es am besten, sich von einem Schweißzubehörgeschäft beraten zu lassen. Das Geschäft wird das richtige Gas für den zu verwendenden Schweißdraht empfehlen. Eine andere Möglichkeit ist die Verwendung der Empfehlung des Schweißdrahtherstellers. In der Regel bietet der Schweißdrahthersteller eine Reihe von Möglichkeiten an, die von der besten Wahl bis hin zu etwas reichen, das nur ein Minimum an akzeptablen Ergebnissen liefert. Einige MIG-Schweißgeräte verfügen über einen Leitfaden für Schweißelektroden- und Gasempfehlungen auf der Innenseite des Bedienfelds, der Ihnen die Optionen wie in der Abbildung unten zeigt. In den meisten Fällen basiert die endgültige Wahl der Gasart auf den Kosten.
Kenndaten der MIG-Schweißgase
Unterschiedliche Gase erzeugen unterschiedliche Arten von Schweißeindringung und Lichtbogeneigenschaften. Hier sind die Grundlagen:
- Argon-Gas hat einen flachen, breiten Einbrand und einen sehr glatten, flüssigkeitsähnlichen Lichtbogen.
- Helium erzeugt eine sehr heiße Schweißnaht mit guter Schweißleistung und mildem Einbrand mit einem flüssigen Lichtbogen.
- Kohlendioxid erzeugt einen tiefen, engen Einbrand mit einem steifen, harten Lichtbogen, der sich gut zum Schweißen außerhalb der Position eignet.
- Das Hinzufügen von Kohlendioxid zu Argon oder Helium vertieft den Einbrand und versteift den Lichtbogen, was das Schweißen außerhalb der Position verbessert.
- Sauerstoff, der in kleinen Mengen zu Helium oder Argon hinzugefügt wird, vertieft den Einbrand und versteift die Lichtbogeneigenschaften.
- Das Hinzufügen von Helium zu einem beliebigen Gemisch macht den Lichtbogen heißer.
Wie MIG-Schweißgas die Art der Lichtbogenübertragung beeinflusst
Die Wahl des Schutzgases hat auch Auswirkungen auf die Art der Schweißübertragung. Hier sind die Grundlagen der Übertragungsarten in Bezug auf Gase:
- Kurzschlussübertragung erfordert entweder reines Kohlendioxid oder einen hohen Prozentsatz an Kohlendioxid.
- Globularübertragung funktioniert am besten mit 75 % oder mehr Argon in der Mischung.
- Spraytransfer ist je nach Material ebenfalls 75% Argon bis hin zu reinem Argon für Metalle wie Aluminium.
Gängigste Gase beim MIG-Schweißen
Die vier am häufigsten verwendeten Gase sind;
- Argon
- CO2 / Kohlendioxid
- O2 / Sauerstoff
- Helium (am wenigsten gebräuchlich)
Die meisten dieser Gase werden in einer Mischform verwendet, typischerweise bestehend aus Kohlendioxid und Argon oder Sauerstoff. Sauerstoff verursacht die meisten Schweißfehler, aber in kleinen Prozentsätzen gemischt mit anderen Gasen verbessert er die Lichtbogeneigenschaften. Argon und Kohlendioxid können auch allein verwendet werden. In einigen Fällen gibt es Tri-Mix-Schutzgas, das Argon, Kohlendioxid und Helium oder Argon, Kohlendioxid und Sauerstoff enthält. Letzteres Gemisch habe ich kürzlich bei meiner 3G-MIG-Schweißer-Zertifizierung verwendet.
Die gängigsten Gemische und Gase sind.
- C2 oder 2% Kohlendioxid und 98% Argon
- C25 oder 25% Kohlendioxid und 95% Argon
- 100% Kohlendioxid
- 100% Argon

Ein paar grundlegende Richtlinien für die Auswahl des richtigen Gases sind wie folgt:
MIG-Schweißgas für das Schweißen von Kohlenstoffstahl
Beim Schweißen von Kohlenstoffstahl kann allein mit Kohlendioxid gearbeitet werden, das den tiefsten Einbrand, den meisten Rauch und die raueste Schweißnaht erzeugt. Das am häufigsten verwendete Gemisch heißt C25 und besteht aus 25 % Kohlendioxid und 75 % Argongas. Es gibt auch andere Mischungen, die je nach Art des Schweißens gut funktionieren. Die meisten von ihnen werden von Schweißgasversorgungsgeschäften und -ketten entwickelt. Eine übliche Mischung ist eine Kombination aus Argon, Kohlendioxid und Sauerstoff.

MIG-Schweißgas für das Schweißen von Edelstahl
Das Schweißen von Edelstahl wird typischerweise mit C2 oder 2% Kohlendioxid und 98% Argon durchgeführt. In einigen Fällen gibt es Tri-Mix-Schutzgas, das 90% Helium, 7,5% Argon und 2,5% Kohlendioxid enthält. Auch hier führen viele Schweißzubehörläden ihre eigene Mischung, die die Schweißqualität und das Schweißen von Edelstahl verbessern kann.

MIG-Schweißgas für das Schweißen von Aluminium
Das Schweißen von Aluminium wird normalerweise mit Argon allein durchgeführt, mit einer Ausnahme. Wenn das zu schweißende Aluminium dicker als ½ Zoll ist, kann der Mischung Helium hinzugefügt werden.

Argon-Gas allein funktioniert gut bei den meisten exotischen Metallen wie:
- Kupfer
- Kupferlegierungen
- Magnesium
- Nickel
- Nickellegierungen
- Titan