Voet per minuut, spaanbelasting, ongevormde spaandikte en spaanverdunning zijn bekende werkplaatstermen. De afgelopen weken hebben verschillende voorvallen in onze werkplaats mij echter doen beseffen dat er veel metaalbewerkers zijn die deze termen en de bijbehorende berekeningen niet begrijpen. Of u nu in een kleine werkplaats of bij een grote loonfabrikant werkt, het is belangrijk om de berekeningen van snijgereedschappen te begrijpen en te weten hoe u ze kunt gebruiken om de efficiëntie aanzienlijk te verbeteren.
De berekeningen van de snijsnelheid zijn misschien wel het belangrijkst. Ze zijn gemakkelijk te gebruiken en, met een beetje uitleg, gemakkelijk te begrijpen. De snijsnelheid van een gereedschap wordt uitgedrukt in oppervlakte voeten per minuut (sfm) of oppervlakte meters per minuut (m/min.). Net als mph voor een auto, is sfm de lineaire afstand die een snijgereedschap per minuut aflegt. Om een beter idee van de schaal te krijgen, 300 sfm, bijvoorbeeld, komt overeen met 3,4 mph.
Gereedschapmakers bevelen snijsnelheden aan voor verschillende soorten werkstukmaterialen. Wanneer een gereedschapmaker 100 sfm voorstelt, geeft hij aan dat het buitenoppervlak van het roterende gereedschap een snelheid moet hebben die gelijk is aan 100 lineaire voet per minuut. Als het gereedschap een omtrek (diameter × π) van 12″ heeft, zou het met 100 omw/min moeten draaien om 100 sfm te bereiken.
Alle afbeeldingen met dank aan C. Tate
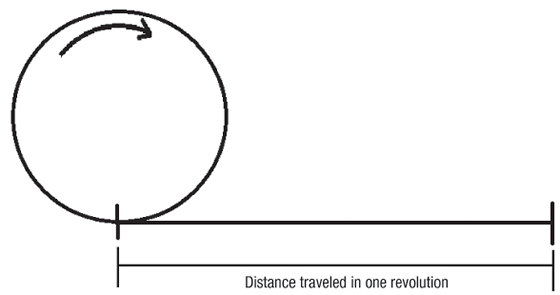
Stel je het snijgereedschap voor als een rollende ring of cilinder. De afstand afgelegd in één omwenteling maal toerental is de oppervlaktesnelheid. Als de cirkel hierboven een diameter had van 3,82″, zou de omtrek 12″ zijn. Bijgevolg zou elke omwenteling een lineaire afstand van 1″ opleveren, en een spindelsnelheid van 100 omw/min zou een snijsnelheid van 100 sfm zijn.
De volgende vergelijking wordt gebruikt om de spindelsnelheid te berekenen: rpm = sfm ÷ diame-ter × 3.82, waarbij de diameter de diameter van het snijgereedschap is of de diameter van het werkstuk op een draaibank in inches, en 3.82 is een constante die afkomstig is van een algebraïsche vereenvoudiging van de complexere formule: rpm = (sfm × 12) ÷ (diameter × π).
Omdat de diameter van het gereedschap in inches wordt gemeten, moeten de “feet” in sfm worden omgerekend naar inches, en omdat er 12 inches in een foot zitten, moet sfm met 12 worden vermenigvuldigd. Bovendien wordt de omtrek van het gereedschap gevonden door de gereedschapsdiameter te vermenigvuldigen met π, of 3,14 om te vereenvoudigen. Het resultaat is: rpm = (sfm × 12) ÷ (diameter × π) = (sfm ÷ diameter) × (12 ÷ π) = (sfm ÷ di-ameter) × 3,82.

Let op de verticale lijnen, gereedschapsmarkeringen genoemd, aan de buitenkant van het te draaien onderdeel. Naarmate de voedingssnelheid toeneemt, neemt ook de afstand tussen de lijnen toe. De spaandikte is ongeveer gelijk aan de voedingssnelheid.
De snijsnelheden worden in sfm gepubliceerd omdat de ideale snijsnelheid voor een bepaalde gereedschapfamilie in theorie hetzelfde is, ongeacht de grootte van het gereedschap. Van de ingenieur, programmeur of machinist wordt verwacht dat hij het toerental berekent dat nodig is om de juiste snijsnelheid voor elk gekozen gereedschap te produceren.
Wat zegt dit ons nu? Laten we zeggen dat een gereedschap met een diameter van 1″ op 100 sfm moet draaien. Op basis van de vergelijking moet dat gereedschap 382 omwentelingen per minuut draaien om 100 sfm te halen: 100 ÷ 1 × 3,82 = 382.
Een andere manier om over dit concept na te denken is de afstand die het 1″ gereedschap zou afleggen als het 382 omwentelingen over de werkvloer zou maken. In dat scenario zou het 100′ afleggen; doe je dat in 60 seconden, dan zou het 100 sfm afleggen.
De afstanden zijn natuurlijk anders, omdat het werkstuk roteert in plaats van de frees. Omdat de formule voor de snijsnelheid afhankelijk is van de diameter, moet het toerental toenemen naarmate de diameter van het werkstuk afneemt, om een constante oppervlaktesnelheid te behouden. Na elke cirkelvormige snede op de draaibank neemt de OD van het werkstuk af of de ID toe, en is het noodzakelijk dat het toerental van het werkstuk toeneemt om de gewenste snijsnelheid te handhaven. Daarom hebben CNC-fabrikanten voor draaibankbesturingen de functie constante oppervlaktevoet ontwikkeld. Met deze functie kan de programmeur de gewenste snijsnelheid in sfm of m/min. invoeren en de besturing berekent het juiste toerental voor de wisselende diameter.
Terwijl het gereedschap of onderdeel draait, moet de machine weten hoe snel ze moet rijden terwijl de frees in het werkstuk zit. Aanvoersnelheid is de term die de verplaatsingssnelheid tijdens het frezen beschrijft.
Aanvoersnelheid voor frezen wordt meestal uitgedrukt in inches per minuut (ipm) en berekend met: ipm = toerental × aantal spaangroeven × spaanbelasting.
Wat is spaanbelasting? Bij frezen is dit de hoeveelheid materiaal die de snijkant verwijdert bij elke omwenteling. Bij draaien is het de afstand die het werkstuk aflegt in één omwenteling terwijl het met het gereedschap bezig is. Soms wordt dit de spaandikte genoemd, wat ook zo is. De spaandikte kan veranderen als andere parameters zoals radiale DOC of de aanloophoek van het gereedschap veranderen.
Gereedschapmakers publiceren aanbevelingen voor de spaanbelasting samen met aanbevelingen voor de snijsnelheid en drukken deze uit in duizendsten van een inch (millimeter voor metrische eenheden). Voor frees- en boorbewerkingen wordt de spaanbelasting uitgedrukt in duizendsten van een inch per spiraal. Spanen, tanden en snijkanten beschrijven allemaal hetzelfde en er moet er minstens één zijn, maar in theorie is er geen limiet aan het aantal dat een gereedschap kan hebben.
Voor draaibewerkingen worden spaanbelastingsadviezen meestal gegeven in duizendsten van een inch per omwenteling, of voeding per omwenteling. Dit is de afstand die het gereedschap aflegt per omwenteling van het werkstuk.
Welk toerental en voedingssnelheid moeten worden geprogrammeerd voor een 4-slijp, 1″ frees, draaiend met een aanbevolen snijsnelheid van 350 sfm en een aanbevolen spaanbelasting van 0,005 inch per tand (ipt)? Met behulp van de vergelijking, toerental = sfm ÷ diameter × 3,82 = 350 ÷ 1,0 × 3,82 = 1.337, de voedingssnelheid = toerental × aantal spanen × spaanbelasting = 1.337 × 4 × 0,005 = 26,74 ipm.
Hier wordt het interessant, want door de waarden in de formule te veranderen, worden de relaties van de verschillende variabelen duidelijk. Probeer eens een 2″ gereedschap te gebruiken in plaats van het 1″ gereedschap. Wat gebeurt er dan? Het toerental en de aanvoersnelheid nemen met de helft af.
Inzicht in deze relaties en creatief denken kunnen tot aanzienlijke efficiëntiewinst leiden. Ik zal in mijn volgende column bespreken hoe u van deze verbanden kunt profiteren. CTE
Over de auteur: Christopher Tate is senior advanced manufacturing engineering bij Milwaukee Electric Tool Corp., Brookfield, Wis. Hij werkt in de fabriek van het bedrijf in Jackson, Miss. Hij heeft 19 jaar ervaring in de metaalverwerkende industrie en heeft een Master of Science en Bachelor of Science van de Mississippi State University. E-mail: [email protected].